- 640
- 产品价格:面议
- 发货地址:江苏盐城盐都区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:216371124公司编号:23072767
- 成经理 经理 微信 18068878088
- 进入店铺 在线留言 QQ咨询 在线询价
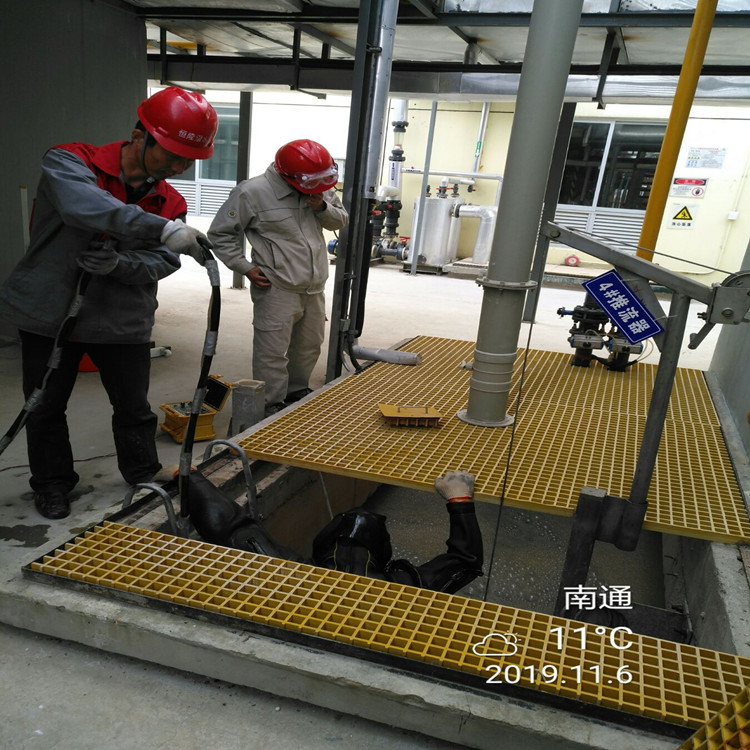
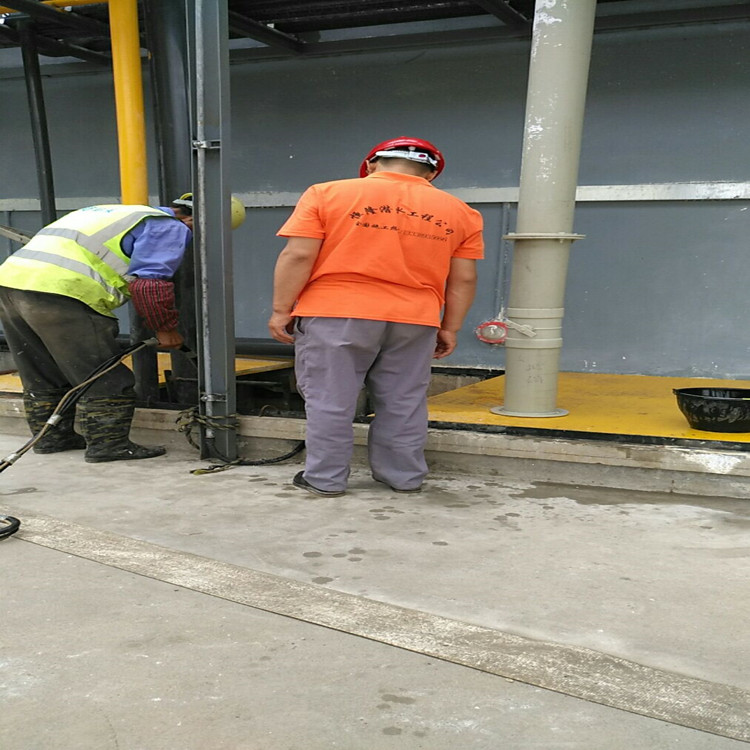
淮安桥梁水下焊接公司 潜水员施工队伍
- 相关产品:
价格:面议人员:人员专业服务内容:水下焊接咨询:免费咨询服务时间:全天员工培训:有可否预约:可以施工年限:10年专业施工队项目:水下切割可售卖地:全国
江苏恒隆水下工程有限公司、位于盐城市秦南在市场经济的浪潮中拼博和发展,目前恒隆水下在潜水行业中拥有较高的度,享有良好的声誉。恒隆水下标志着我们的服务和管理水平达到了一个新的高度。恒隆水下全体员工愿与各界有识之士共同发展,共创美好未来。 江苏恒隆水下工程有限公司一贯倡导诚信为本、互利双赢的原则,以安全、、、守信为准绳,为客户提供的服务。我们真诚期待与各方朋友合作,共同发展!
公司在全国设有办事处:华东区.华南区.华中区.华北区.西北区.可以满足贵公司需求,接到来电当天可以到达现场,提供满意的施工方案及产品报价。愿与贵公司合作愉快,有利共赢!
水下焊接运用:
1、建议50平方以上焊线所有水线以下的和水下的电缆部件必须完全绝缘。
2、开始操作之前,检查所有电缆和连机器有无损坏了的绝缘。损坏的必须更换,有缺陷的要修理。
3、电缆的能力必须能满足工件的电流的要求。连机器的能力至少应该等于电缆的能力。
4、所有连机器必须紧固和彻底绝缘。所以水下连机器应该用橡胶袋紧紧藵住,以防电流损失。
5、要确定距离电焊钳十英尺以内的电缆是没有接头的。
6、这样布置接地电缆到工件,使潜水员的身体绝不会处于电焊条与焊接电路接地侧之间。
7、要保持电源电缆与焊接电缆分开。

水下焊接特点:
水下环境使得水下焊接过程比陆上焊接过程复杂得多,除焊接技术外,还涉及到潜水作业技术等诸多因素,水下焊接的特点是:
1、可见度差,水对光的吸收、反射和折射等作用比空气强得多,因此,光在水中传播时减弱得很快。另外焊接时电弧周围产生大量气泡和烟雾,使水下电弧的可见度非常低。在淤泥的海底和夹带沙泥的海域中进行水下焊接,水中可见度就更差了。
2、焊缝含氢量高,氢是焊接的大敌,如果焊接中含氢量**过允许值,很*引起裂纹,甚至导致结构的破坏。水下电弧会使其周围水产生热分解,导致溶解到焊缝中的氢增加,水下焊条电弧焊的焊接接头质量差与氢含量高是分不开的。
3、冷却速度快,水下焊接时,海水的热传导系数高,是空气的20倍左右。若采用湿法或局部法水下焊接时,被焊工件直接处于水中,水对焊缝的急冷效果明显,*产生高硬度淬硬组织。因此,只有采用干法焊接时,才能避免冷效应。
4、压力的影响,随着压力增加,电弧弧柱变细,焊道宽度变窄,焊缝高度增加,同时导电介质密度增加,从而增加了电离难度,电弧电压随之升高,电弧稳定性降低,飞溅和烟尘增多。
5、连续作业难以实现,由于受水下环境的影响和限制,许多情况下不得不采用焊一段,停一段的方法进行,因而产生焊缝不连续的现象。

下潜前,在水上,应对焊、割设备及工具、潜水装具,供气管和电缆、通讯联络工具等的绝缘、水密、工艺性能进行检查试验。氧气胶管要用1. 5倍工作压力的蒸汽或热水清洗,胶管内外不得粘附油脂。气管与电缆应每隔0.5m捆扎牢固,以免相互绞缠。入水下潜后,应及时整理好供气管、电缆和信号绳等,使其处于安全位置,以免损坏。

水下焊接你了解多少?
1802年,一位名叫Humphrey的学者指出电弧能够在水下连续燃烧,即指出了水下焊接的可能性。
1917年,英国海军船坞的焊工采用水下焊接的方法来封堵位于轮船水下部分漏水的铆钉缝隙,这是水下焊接的应用。
1932年,Khrenov发明了厚药皮水下焊条。
1985年,产生了*1批经过认可的潜水焊工。并制定了水深小于100 m的水下湿法焊接工艺。
1987年,水下湿法焊接技术在核电厂不锈钢管道的修理工作中得到应用。










{kind=link}