

- 2025-02-19 16:32 1149
- 产品价格:8.00 元/个 起
- 发货地址:上海浦东 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:228210587公司编号:8551839
- 乔伟峰 经理 微信 13301689972
- 进入店铺 在线留言 QQ咨询 在线询价
南昌市钢结构节点焊接处 检测标准 资质齐全
- 相关产品:
在近代的金属加工中,焊接比铸造、锻压工艺发展较晚,但发展速度很快。焊接结构的重量约占钢材产量的45%,铝和铝合金焊接结构的比重也不断增加。
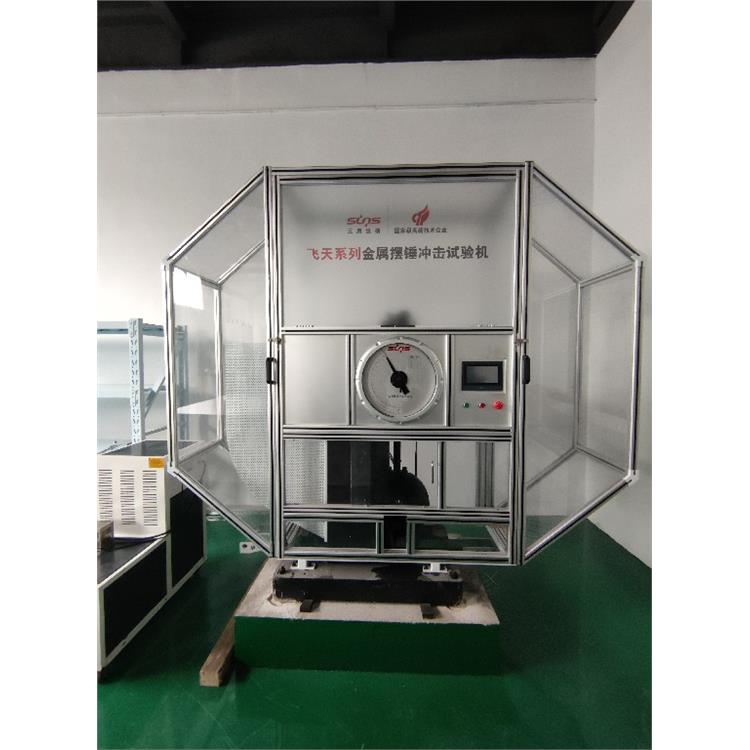
焊接工艺评定指标的确定:根据规程和钢材的理论基础知识(焊接性)等,确定各项技术指标。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。按照《焊接工艺评定规程》 DL/T869的规定,要求焊缝检测检测金属的化学成分和力学性能(强度、塑性、韧性等指标)应与母材相当或不低于母材相应规定值的下限。焊接工艺评定项目的确定:根据工程的实际工作情况要求,按规程适用范围做好项目的相关覆盖,确定好评定项目。应从以下几方面来考虑:1.钢材:1) 钢材类级别划分。2)钢材类级别在“评定”中的基本规定。3)异种钢的划分。异种钢焊接接头的含义是:异种钢焊接接头钢材组合基本为两大类:一类为金属组织类型相同化学成份不同,如低碳钢与低合金钢的焊接接头,它们均属珠光体组织类型,且物理性能差别较小,仅是化学成分不同;另一类为金属组织类型和化学成分都不相同而物理性能差别较大,如低合金珠光体钢与高合金马氏体钢或奥氏体不锈钢的焊接接头。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。异种钢焊接接头的主要特征是:其形成的焊接接头存在着化学成分、金相组织、力学性能和焊接残余应力分布等的不均匀性,而焊接过程就需针对这些问题,采取必要的工艺措施加以解决。A类异种钢接头:焊接接头一侧为奥氏体钢,另一侧为其它组织钢材。具体类型有:A+M、A+B、A+P等3组;M类异种钢接头:焊接接头的一侧为马氏体钢,另一侧为其它组织钢材,具体类型有:M+B、M+P等2组;B类异种钢接头:焊接接头的一侧为贝氏体钢。另一侧为珠光体铜。具体类型有:B+P只一组。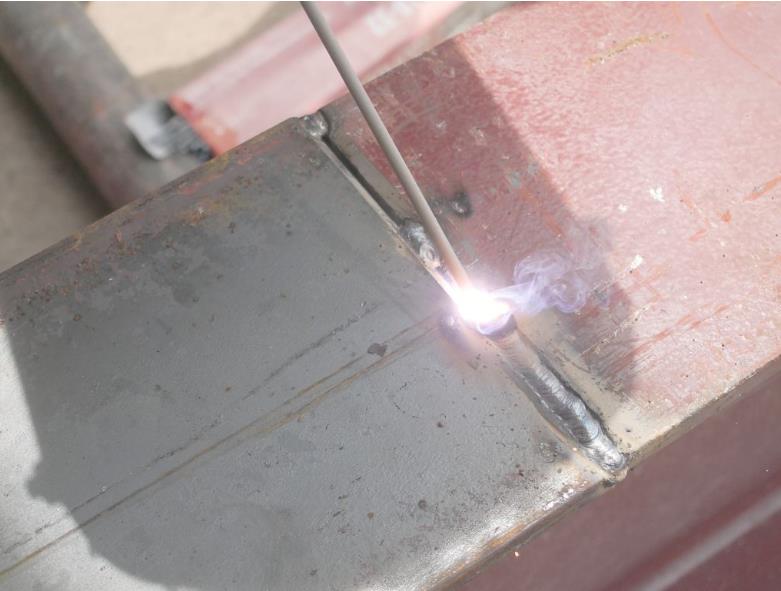
焊接工艺评定目的:1.是锅炉、压力容器和压力管道及设备制造、安装、检修等生产过程和焊工培训教学应遵循的技术文件;2.是焊接质量管理所要执行的关键环节或重要措施;3.是反映一个单位施焊能力和技术水平高低的重要标志;4.是行业和国家相关的规程所做规定的必须进行的项目。
适用范围:1、适用于锅炉,压力容器,压力管道,桥梁,船舶,航天器,核能以及承重钢结构等钢制设备的制造、安装、检修工作。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。2、适用于气焊,焊条电弧焊,钨氩弧焊,熔化气体保护焊,埋弧焊,等离子弧焊,电渣焊等焊接方法。
现代焊接技术已能焊出无内外缺陷的、机械性能等于甚至高于被连接体的焊缝检测检测。被焊接体在空间的相互位置称为焊接接头,接头处的强度除受焊缝检测检测质量影响外,还与其几何形状、尺寸、受力情况和工作条件等有关。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。接头的基本形式有对接、搭接、丁字接(正交接)和角接等。
评定过程:1、拟定预备焊接工艺书 (Preliminary Welding Procedure Specification,简称PWPS)。2、施焊试件和制取试样。3、检验试件和试样。4、测定焊接接头是否满足标准所要求的使用性能。5、提出焊接工艺评定结果对拟定的焊接工艺书进行评定。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。






{kind=link}