- 2024-06-26 11:54 569
- 产品价格:8.00 元/个 起
- 发货地址:上海浦东 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:228860224公司编号:8551839
- 乔伟峰 经理 微信 13301689972
- 进入店铺 在线留言 QQ咨询 在线询价
普洱市焊缝连接检测 校验标准 信誉保证
- 相关产品:
检测方式:送检报告方式:纸质报告检测地址:上海市检测单位:鑫歆杰质量检测详细价格:来电咨询
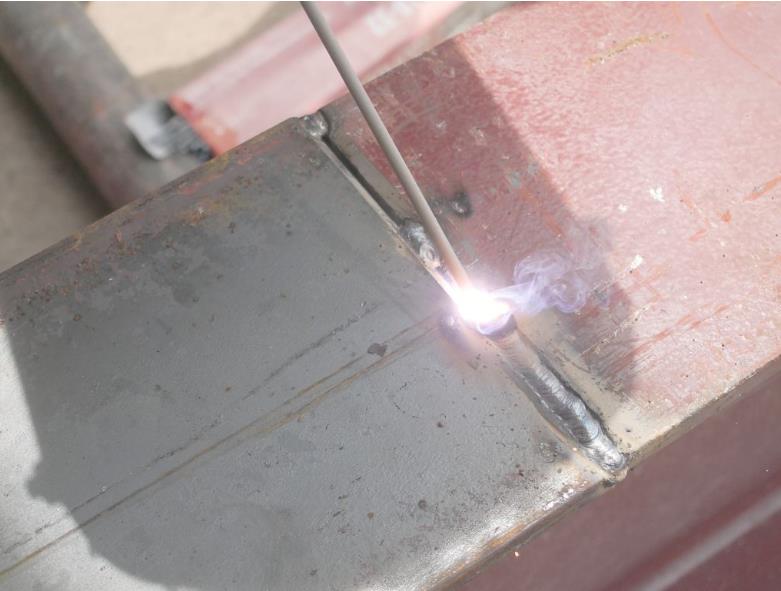
在近代的金属加工中,焊接比铸造、锻压工艺发展较晚,但发展速度很快。焊接结构的重量约占钢材产量的45%,铝和铝合金焊接结构的比重也不断增加。预热原理:预热能降低焊后冷却速度,有利于降低中碳钢热影响区的硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施。预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。

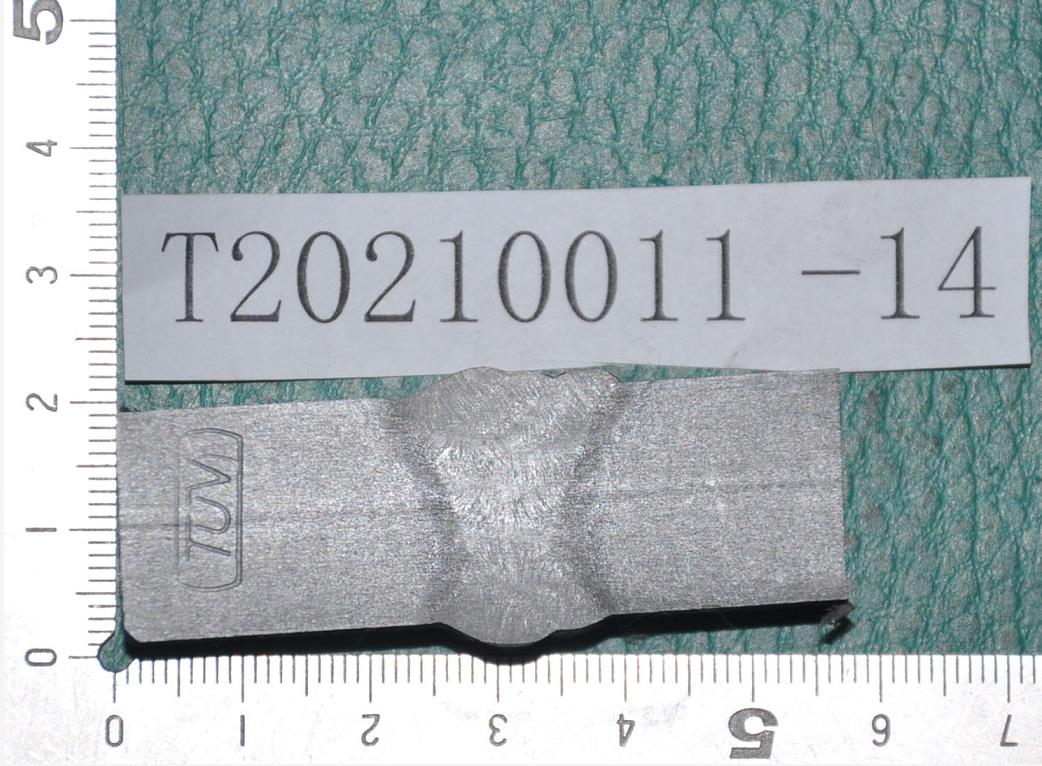
鑫歆杰质量检验检测(上海)有限公司,焊接工艺评定(Welding Procedure Qualification,简称WPQ) 为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。焊接工艺评定是保证质量的重要措施,为正式制定焊接工艺书或焊接工艺卡提供可靠依据。
现代焊接技术已能焊出无内外缺陷的、机械性能等于甚**于被连接体的焊缝检测检测。被焊接体在空间的相互位置称为焊接接头,接头处的强度除受焊缝检测检测质量影响外,还与其几何形状、尺寸、受力情况和工作条件等有关。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。接头的基本形式有对接、搭接、丁字接(正交接)和角接等。

热处理:焊后应在200-350℃下保温2-6小时,进一步减缓冷却速度,增加塑性、韧性,并减小淬硬倾向,消除接头内的扩散氢。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。所以,焊接时不能在过冷的环境或雨中进行。焊后对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。焊后消除应力的回火温度为600~650℃,保温1-2h,然后随炉冷却。若焊后不能进行消除应力热处理,应立即进行后热处理。
焊接工艺评定目的:1.评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头。2.验证施焊单位所拟订的焊接工艺书是否正确。3.为制定正式的焊接工艺书或焊接工艺卡提供可靠的技术依据。4.考核焊工能力。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。







{kind=link}