


- 2024-11-16 16:32 519
- 产品价格:8.00 元/个 起
- 发货地址:上海浦东 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:228860248公司编号:8551839
- 乔伟峰 经理 微信 13301689972
- 进入店铺 在线留言 QQ咨询 在线询价
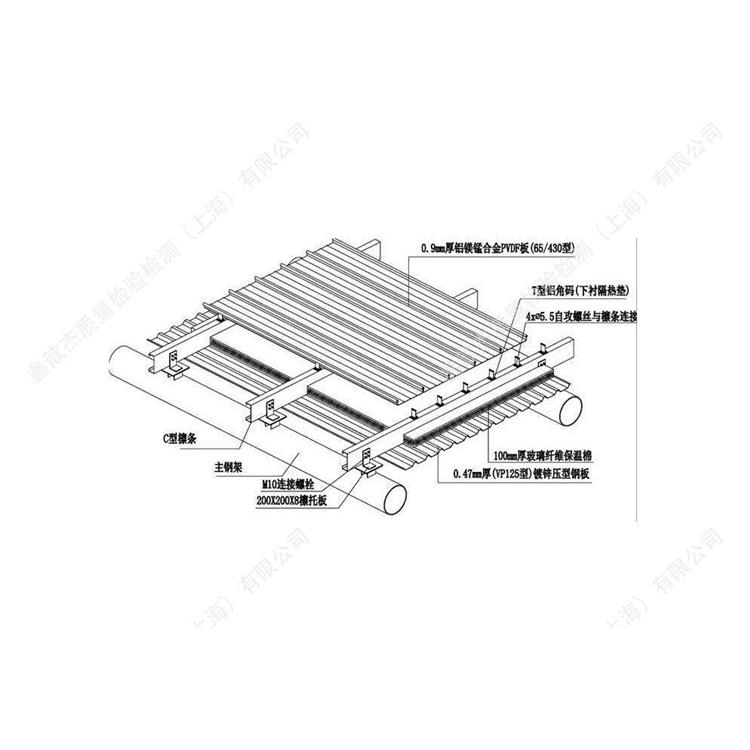
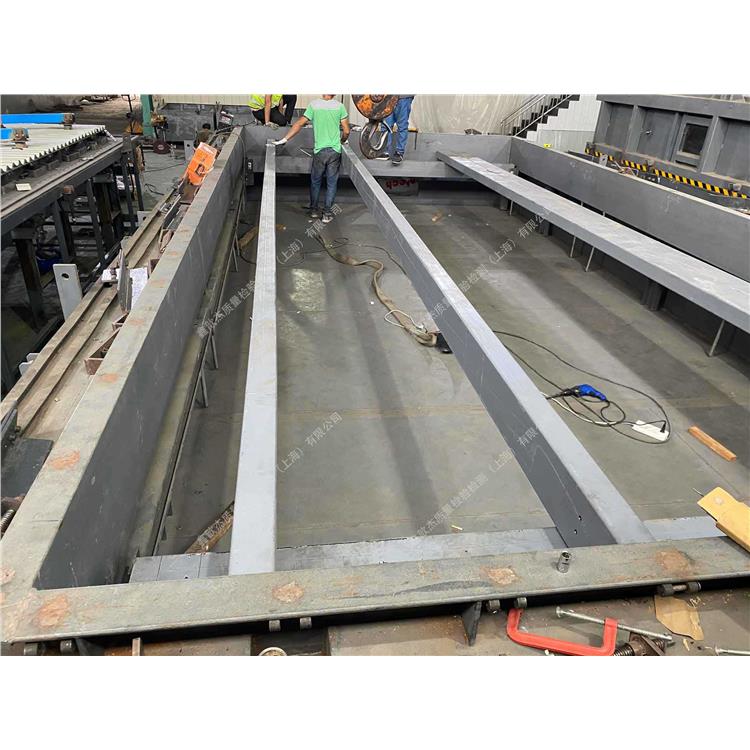
桐城市焊接工艺操作 评估方案 正规服务商
- 相关产品:
检测方式:送检报告方式:纸质报告检测地址:上海市检测单位:鑫歆杰质量检测详细价格:来电咨询
什么叫保护气体?答:焊接中用于保护金属熔滴以及熔池免受外界有害气体(氢、氧、氮)侵入的气体---保护气体。检测意义:焊接工艺是保证焊接质量的重要措施,它能确认为各种焊接接头编制的焊接工艺书的正确性和合理性。通过焊接工艺评定,检验按拟订的焊接工艺书焊制的焊接接头的使用性能是否符合设计要求,并为正式制定焊接工艺书或焊接工艺卡提供可靠的依据。

一般检验流程:1、焊接工艺评定2、提出焊接工艺评定的项目3、草拟焊接工艺方案4、焊接工艺评定试验5、编制焊接工艺评定结果6、编制焊接工艺规程(工艺卡 工艺过程卡作业书,鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。

热处理:焊后应在200-350℃下保温2-6小时,进一步减缓冷却速度,增加塑性、韧性,并减小淬硬倾向,消除接头内的扩散氢。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。所以,焊接时不能在过冷的环境或雨中进行。焊后对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。焊后消除应力的回火温度为600~650℃,保温1-2h,然后随炉冷却。若焊后不能进行消除应力热处理,应立即进行后热处理。

压焊:压焊是在加压条件下,使两工件在固态下实现原子间结合,又称固态焊接。常用的压焊工艺是电阻对焊,当电流通过两工件的连接端时,该处因电阻很大而温度上升,当加热至塑性状态时,在轴向压力作用下连接成为一体。各种压焊方法的共同特点是在焊接过程中施加压力而不加填充材料。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。多数压焊方法如扩散焊、高频焊、冷压焊等都没有熔化过程,因而没有象熔焊那样的有益合金元素烧损,和有害元素侵入焊缝检测检测的问题,从而简化了焊接过程,也改善了焊接安全卫生条件。同时由于加热温度比熔焊低、加热时间短,因而热影响区小。许多难以用熔化焊焊接的材料,往往可以用压焊焊成与母材同等强度的接头。
焊接工艺评定目的:1.评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头。2.验证施焊单位所拟订的焊接工艺书是否正确。3.为制定正式的焊接工艺书或焊接工艺卡提供可靠的技术依据。4.考核焊工能力。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。









{kind=link}