

- 2025-02-22 16:32 1259
- 产品价格:面议
- 发货地址:上海浦东 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:229501562公司编号:8551839
- 乔伟峰 经理 微信 13301689972
- 进入店铺 在线留言 QQ咨询 在线询价
钢结构安全排查 四川焊缝鉴定公司 检测内容
- 相关产品:
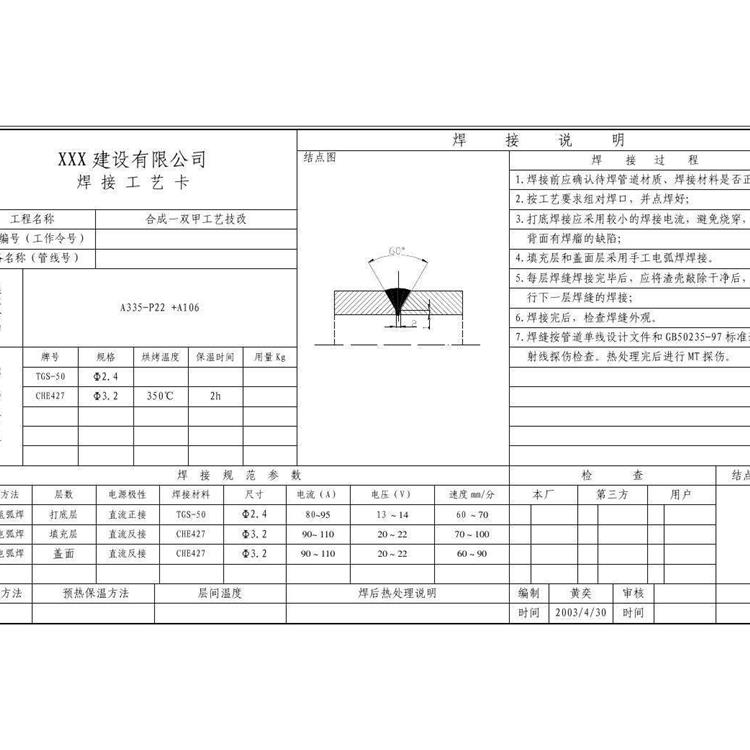
检测方案:焊接工艺评定报告书检测项目:抗拉强度,屈服强度等检测方式:上门现场检测报告文本:中文检测对象:焊接产品可售卖地:全国
什么叫滞后停气时间?答:即焊接电弧熄灭后,保护气体延迟0.3—5秒再停止送气的时间;一般TIG焊铝、不锈钢、钛等金属滞后停气时间要长到3—5秒。
工艺参数:由于母材熔化到层焊缝金属中的比例达30%左右,所以层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深,也是我们通常说的灼伤(电流过大时母材被)。
什么叫焊接条件?它有哪些内容?答:焊接时周围的条件,包括:母材材质、板厚、坡口形状、接头形式、拘束状态、环境温度及湿度、清洁度以及根据上述诸因素而确定的焊丝(或焊条)种类及直径、焊接电流、电压、焊接速度、焊接顺序、熔敷方法、运(或运条)方法等。
焊接工艺评定一般检验流程:
1、焊接工艺评定
2、提出焊接工艺评定的项目
3、草拟焊接工艺方案
4、焊接工艺评定试验
5、编制焊接工艺评定结果
6、编制焊接工艺规程(工艺卡 工艺过程卡作业书,
为什么说通过工艺途径可获得的焊接接头?答:提高焊接接头的质量,可从以下途径着手:正确选配焊接材料,采用合理的焊接工艺方法,控制熔合比,调节焊接热循环特征,运用合理的操作方法和坡口设计,辅以预热、层间保温及缓冷、后热等措施,或焊后热处理方法等,可获得的焊接接头。
公司的精神“诚信、奉献 、自律、超越”;我们的服务宗旨是为您服务是我们刻不容缓的义务,我们真诚的希望能与广大新老客户一起携手共创美好未来!









{kind=link}