

- 2025-02-05 09:23 1190
- 产品价格:面议
- 发货地址:上海宝山 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:229631339公司编号:8541363
- 戴新坡 经理 微信 13301689972
- 进入店铺 在线留言 QQ咨询 在线询价
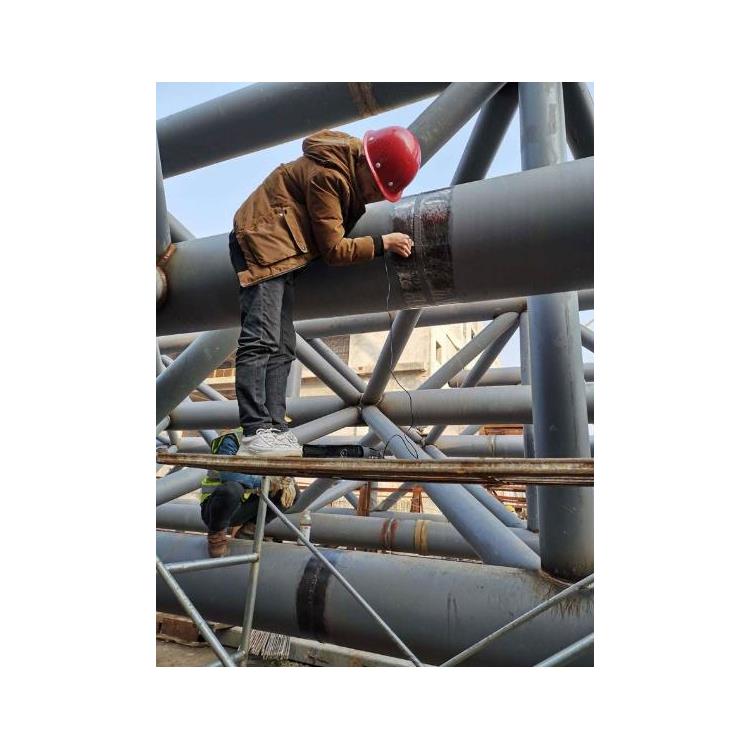
房屋检测公司 河南钢结构房屋安全鉴定 检测流程
- 相关产品:
射线和超声检测主要用于内部缺陷的检测;磁粉检测主要用于铁磁体材料制件的表面和近表面缺陷的检测;渗透检测主要用于非多孔性金属材料和非金属材料制件的表面开口缺陷的检测;铁磁性材料表面检测时,宜采用磁粉检测。涡流检测主要用于导电金属材料制件表面和近表面缺陷的检测。
当采用两种或两种以上的检测方法对构件的 同一部位进行检测时,应按各自的方法评定级别;采用同种检测方法按不同检测检测工艺进行检测时,如检测结果不一致,应危险大的评定级别为准。
金属检测的分类:材质分析在机械行业中长见到的一种检测是材料的化学成分分析,随着现代冶金技术的进步,更进一步了一些具体元素的重要性。元素种类和配比的不同直接决定了材料是否能通过后续的处理而达到要求的性能。常见的分析设备有:电感藕合等离子体发光光谱分析(ICP)、直读光谱仪、手工化学分析等。
磁粉探伤:用磁粉显示的称为磁粉探伤,因它显示直观、操作简单、人们乐于使用,故它是常用的方法之一。漏磁探伤:不用磁粉显示的,习惯上称为漏磁探伤,它常借助于感应线圈、磁敏管、霍尔元件等来反映缺陷,它比磁粉探伤更卫生,但不如前者直观。由于磁力探伤主要用磁粉来显示缺陷,因此,人们有时把磁粉探伤直接称为磁力探伤,其设备称为磁力探伤设备。
磁粉检测特点:只能用于检测铁磁性材料的表面或近表面的缺陷,由于不连续的磁痕堆集于被检测表面上,所以能直观地显示出不连续的形状、位置和尺寸,并可大致确定其性质。磁粉检测的灵敏度可检出的不连续宽度可达到0.1μm。综合使用多种磁化方法,磁粉检测几乎不受工件大小和几何形状的影响,能检测出工件各个方向的缺陷。
超声波检测直射声束法:是采用直探头将声束垂直入射工件待检测面进行检测的方法,又称纵波法。当直探头在待检测面上移动时,无缺陷处示波屏上只有始波和底波,;若探头移到有缺陷处且缺陷反射面比声束小时,则显示屏上出现始波、缺陷波、和底波,;当探头移到大缺陷处时,则示波屏上只出现始波、缺陷波,显然,垂直法探伤能发现与探伤面平行或近于平行的缺陷。












{kind=link}