


- 2024-09-28 09:01 1279
- 产品价格:面议
- 发货地址:上海浦东 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:229752839公司编号:8551839
- 乔伟峰 经理 微信 13301689972
- 进入店铺 在线留言 QQ咨询 在线询价
房屋安全鉴定 河南焊接工艺评定检测平台 解决方案
- 相关产品:
检测方案:焊接工艺评定报告书检测项目:抗拉强度,屈服强度等检测方式:上门现场检测报告文本:中文检测对象:焊接产品可售卖地:全国
为什么对CO2气体纯度有技术要求?答:一般CO2气体是化工生产的副产品,纯度仅为99.6%左右,含有微量的杂质和水分,会给焊缝带来气孔等缺陷。焊接重要产品一定要选用CO2纯度299.8%的气体,焊缝气孔少,含氢量低,抗裂性好。工艺参数:由于母材熔化到层焊缝金属中的比例达30%左右,所以层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深,也是我们通常说的灼伤(电流过大时母材被)。

什么叫焊接位置?有几种形式?答:熔焊时,焊件接缝所处的空间位置。有平焊、立焊、横焊和仰焊等形式。
为什么说通过工艺途径可获得的焊接接头?答:提高焊接接头的质量,可从以下途径着手:正确选配焊接材料,采用合理的焊接工艺方法,控制熔合比,调节焊接热循环特征,运用合理的操作方法和坡口设计,辅以预热、层间保温及缓冷、后热等措施,或焊后热处理方法等,可获得的焊接接头。

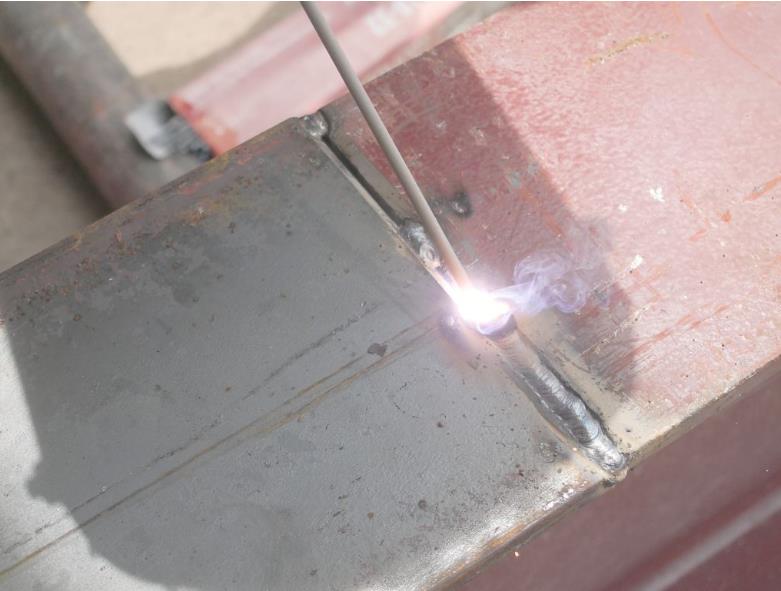
熔焊:熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体。在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的质量和性能。焊接工艺的操作方法:金属焊接方法有40种以上,主要分为熔焊、压焊和钎焊类。
公司的精神“诚信、奉献 、自律、追赶”;我们的服务宗旨是为您服务是我们刻不容缓的义务,我们真诚的希望能与广大新老客户一起携手共创美好未来!









{kind=link}