


- 2025-03-15 18:21 1921
- 起订量:1 价格:2300 - 5600
- 发货地址:福建厦门 包装说明:不限
- 产品数量:9999.00 套产品规格:不限
- 信息编号:264914594公司编号:23098403
- 陈 微信 15805935481
- 进入店铺 在线留言 QQ咨询 在线询价
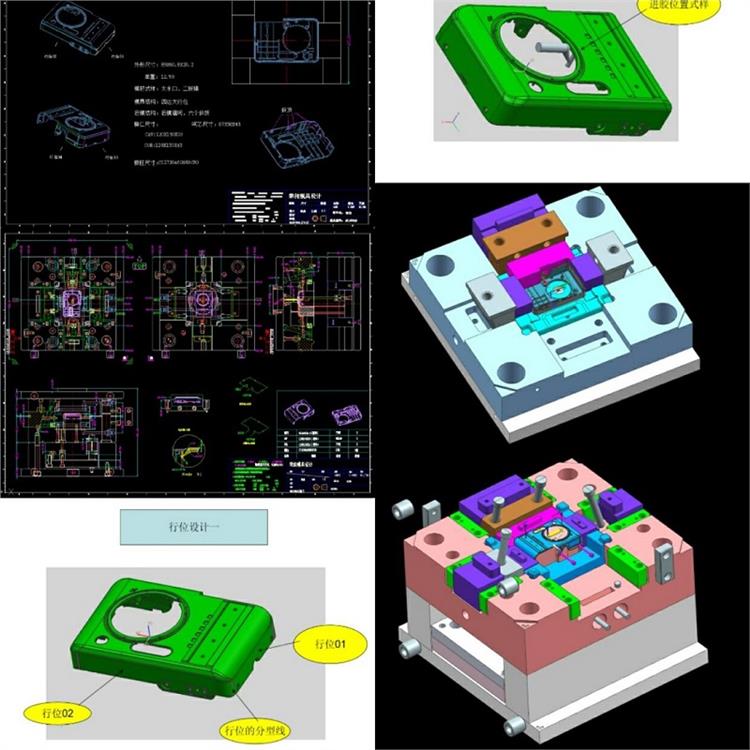
江西UG数控编程机构 工厂加工与软件双结合 理论与实操相结合
- 相关产品:
UG数控编程在加工过程中的模型、加工工艺和刀具管理,均与主模型相关联,主模型更改设计后,编程只需重新计算即可,所以UG编程的效率非常高。
UG数控编程主要由5个模块组成,即交互工艺参数输入模块、刀具轨迹生成模块、刀具轨迹编辑模块、三维加工动态仿真模块和后置处理模块:
1、交互工艺参数输入模块。
通过人机交互的方式,用对话框和过程向导的形式输入刀具、夹具、编程原点、毛坯和零件等工艺参数。
2、刀具轨迹生成模块。
具有非常丰富的刀具轨迹生成方法,主要包括铣削(2.5轴~5轴)、车削、线切割等加工方法。
3、刀具轨迹编辑模块。
刀具轨迹编辑器可用于观察刀具的运动轨迹,并提供延伸、缩短和修改刀具轨迹的功能。同时,能够通过控制图形和文本的信息编辑刀轨。
4、三维加工动态仿真模块。
是一个无须利用机床、成本低的测试NC加工的方法。可以检验刀具与零件和夹具是否发生碰撞、是否过切以及加工余量分布等情况,以便在编程过程中及时解决。
5、后处理模块。包括一个通用的后置处理器(GPM),用户可以方便地建立用户定制的后置处理。通过使用加工数据文件生成器(MDFG),一系列交互选项提示用户选择定义特定机床和控制器特性的参数,包括控制器和机床规格与类型、插补方式、标准循环等。

UG数控编程加工程序指令代码:
1、准备功能字G。
准备功能字的地址符是G,又称G功能或G指令。它是建立机床或控制数控系统工作方式的一种命令,一般用来规定刀具和工件的相对运动轨迹(即插补功能)、机床坐标系、坐标平面、刀具补偿和坐标偏置等多种加工操作,以及厂家自定义的多种固定循环指令和宏指令调用等。它由地址符G及其后的两位数字或三位数字组成。一个数控系统的G代码多少可衡量其功能的强弱。
2、主轴转速功能字S。
主轴转速功能字的地址符是S,所以又称S功能或S指令。它由主轴转速地址符S及数字组成,数字表示主轴转数,其单位按系统说明书的规定。现在一般数控系统主轴已采用主轴控制单元,能使用直接*方式,即可用地址符S的后续数字直接*主轴转数。
3、进给功能字F。
进给功能字的地址符是F,所以又称F功能或F指令。它由进给地址符F及数字组成,数字表示切削时所*的刀具中心运动的进给速度。这个数字的单位取决于每个系统所采用的进给速度的*方式。现在一般数控系统都能使用直接*方式,即可用地址符F的后续数字直接*进给速度。
4、刀具功能T。
刀具功能字的地址符是T,所以又称T功能或T指令。它用以*切削时使用的刀具的刀号及刀具自动补偿时编组号。其自动补偿的内容有:刀具对刀后的刀位偏差、刀具长度及刀具半径补偿。

UG数控编程的优点:
1、加工**。利用数字化的控制手段可以加工复杂的曲面,并且加工过程是由计算机控制的,所以零件的互换性强,加工的速度快。
2、加工精度高。同传统的加工设备相比,数控系统优化了传动装置,提高了分辨率,减少了人为和机械误差,因此加工的效率得到很大的提高。
3、劳动强度低。由于采用了自动控制方式,也是说切削过程是由数控系统在数控程序的控制下完成,不像传统加工那样利用手工操作机床完成加工。因此,在数控机床工作时,操作者只需要监视设备的运行状态,劳动强度低。
4、适应能力强。数控机床在程序的控制下运行,通过改变程序即可改变所加工产品,产品的改型快且成本低,因此加工的柔性非常高,适应能力也强。
5、加工环境好。数控加工机床是机械控制、强电控制、弱电控制为一体的高科技产物,通常都有很好的保护措施,工人的操作环境相对较好。

我们本着“以信为天,以诚为本”的经营理念为宗旨,用热忱、优良的服务,让顾客满意。坚守“以人为本、以诚取信、以质取胜、以新争天下”的质量方针和“正正直直做人,踏踏实实做事”的企业精神。








{kind=link}